
Restspannungen sind innere Spannungen in Materialien, die ohne äußere Belastung bestehen. Sie entstehen durch Prozesse wie Schweißen, mechanische Bearbeitung oder Phasenumwandlungen und können die Lebensdauer von Bauteilen beeinflussen. Besonders Zugspannungen können Risse fördern, während Druckspannungen diese hemmen.
Wichtigste Messmethoden:
- Bohrlochmethode: Semi-destruktiv, misst Spannungen knapp unter der Oberfläche.
- Röntgenbeugung (XRD): Zerstörungsfrei, ideal für Oberflächenspannungen (10–30 µm).
- Schlitzmethode: Destruktiv, erfasst Tiefenprofile über die gesamte Materialdicke.
Die Wahl der Methode hängt von Faktoren wie Materialtyp, Messtiefe und der Frage ab, ob das Bauteil beschädigt werden darf. Eine gründliche Vorbereitung, wie das Vermeiden von Oberflächenrauhigkeit und die Einhaltung von Normen (z. B. ASTM E837), sichert präzise Ergebnisse. Restspannungen sind besonders relevant in Bereichen wie Fahrzeugschadenbewertung, um die Sicherheit und Tragfähigkeit von Bauteilen zu gewährleisten.
Methoden zur Messung von Restspannungen
Es gibt verschiedene Verfahren, um Restspannungen zu messen. Die Wahl des passenden Verfahrens hängt davon ab, ob das Bauteil beschädigt werden darf, wie tief die Spannungen gemessen werden sollen und welche Materialeigenschaften vorliegen. Drei gängige Methoden sind die Bohrlochmethode, die Röntgenbeugung und die Schlitz-/Janson-Methoden.
Bohrlochmethode
Die Bohrlochmethode gehört zu den semi-destruktiven Verfahren. Dabei wird ein kleines Sackloch, meist nur wenige Millimeter groß, in die Materialoberfläche gebohrt. Vor dem Bohren bringt man eine spezielle Dehnungsmessstreifen-Rosette auf, die die durch das Bohren freigesetzten Verformungen misst. Diese Verformungen lassen sich dann mithilfe mathematischer Modelle in Restspannungswerte umrechnen. Moderne Systeme wie die PRISM®-Technologie setzen auf optische Verfahren wie die Electronic Speckle Pattern Interferometry (ESPI), um Verformungen bis zu einer Tiefe von 1 mm zu erfassen.
„Die Bohrlochmethode kann zwischen zerstörenden und zerstörungsfreien Messverfahren eingeordnet werden. Der Eingriff in das zu untersuchende Bauteil wird so klein gehalten, dass die Tragfähigkeit nicht beeinträchtigt wird." – Octogon
Ein interessantes Beispiel stammt aus dem Jahr 2008: Das Fraunhofer-Institut für Werkstoffmechanik IWM entwickelte die „Multiple-Incremental Hole Drilling Method". Mit dieser Methode konnte an einer Stahlprobe mit einer Streckgrenze von 690 MPa und einer definierten Zugbelastung von 200 MPa eine Vielzahl an Messdatensätzen an einem Punkt generiert werden. Dies wurde durch ein Bohrgerät ermöglicht, das das Loch durch exzentrische Kreisbewegungen vergrößerte. So konnten Messunsicherheiten besser quantifiziert werden.
Röntgenbeugung
Die Röntgenbeugung (XRD) ist eine zerstörungsfreie Methode zur Analyse von Oberflächenspannungen. Sie basiert auf dem Bragg'schen Gesetz: Röntgenstrahlen werden von den Kristalliten des Materials gebeugt, wobei sich die Abstände zwischen den Gitterebenen bei Spannungen verändern. Mit der sin²ψ-Methode wird die Probe aus verschiedenen Winkeln bestrahlt, um die Dehnungen zu messen. Diese lassen sich, kombiniert mit den Elastizitätskonstanten des Materials, in Druck- oder Zugspannungen umrechnen.
Da die Eindringtiefe der Röntgenstrahlen nur wenige Mikrometer beträgt, eignet sich diese Methode besonders für die Analyse der Oberflächenzone. Für tiefere Profile wird das Material schichtweise durch elektrolytisches Ätzen abgetragen, ohne dabei neue Spannungen einzuführen. XRD wird häufig bei der Analyse von Oberflächenbehandlungen wie Kugelstrahlen, Schweißnähten oder additiv gefertigten Bauteilen eingesetzt.
Schlitz- und Janson-Methoden
Die Schlitzmethode ist ein destruktives Verfahren, das vor allem zur Bestimmung von Restspannungstiefenprofilen über die Dicke eines Bauteils verwendet wird. Durch gezielten Materialabtrag wird das interne Spannungsgleichgewicht gestört. Die dabei freigesetzten Dehnungen werden gemessen und in Restspannungen umgerechnet. Diese Methode findet vor allem in der Forschung Anwendung, beispielsweise zur Untersuchung des Plastizitätseffekts auf die Messgenauigkeit.
Die Janson-Methode funktioniert ähnlich: Auch hier wird durch Materialabtrag Spannungsfreisetzung erzeugt. Beide Verfahren zählen zu den mechanischen, destruktiven Methoden.
Methodenvergleich
Vergleich der drei Hauptmethoden zur Restspannungsmessung: Bohrlochmethode, Röntgenbeugung und Schlitzmethode
Vergleichstabelle
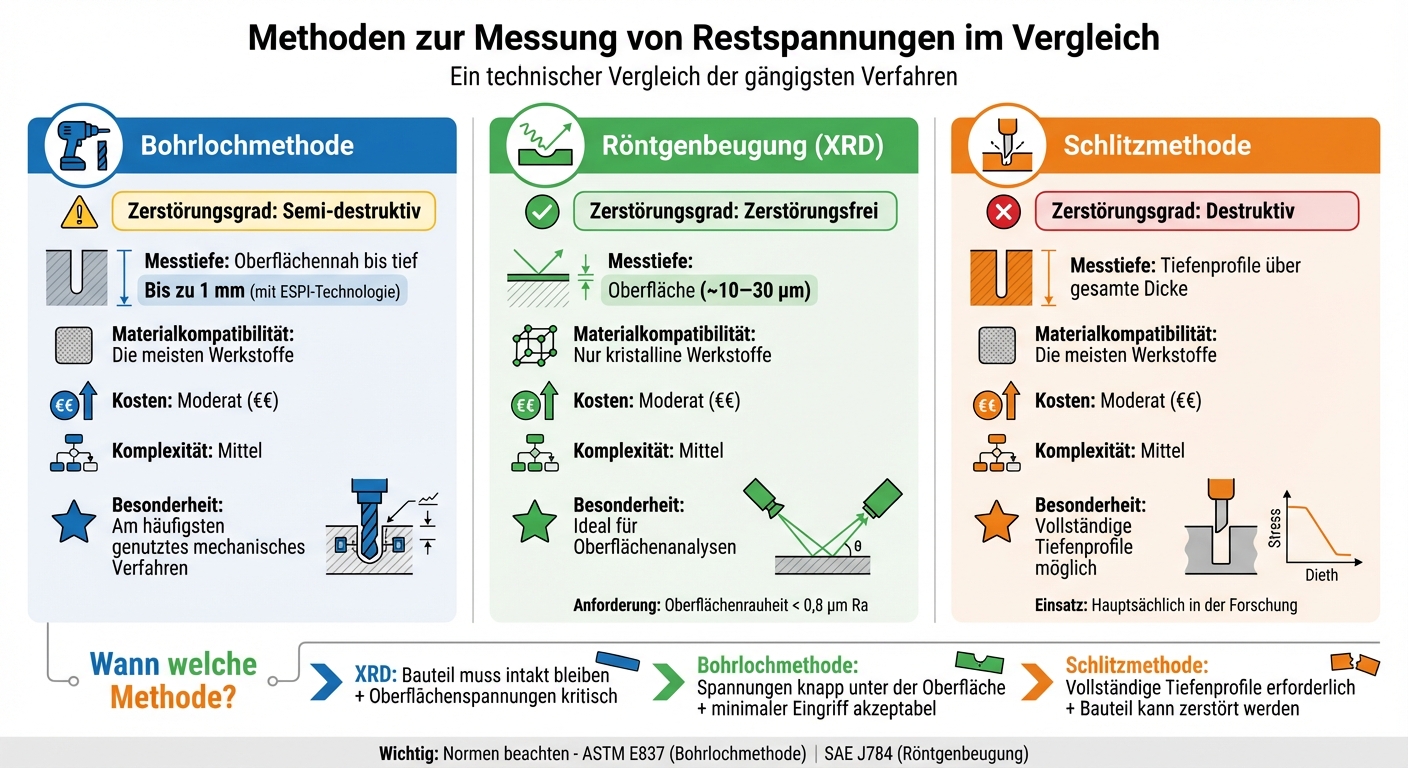
Die drei beschriebenen Verfahren weisen deutliche Unterschiede in ihren Eigenschaften und Einsatzbereichen auf. Während die Röntgenbeugung komplett zerstörungsfrei ist, greift die Bohrlochmethode nur minimal in das Bauteil ein. Die Schlitzmethode hingegen ist destruktiv und wird verwendet, um vollständige Tiefenprofile zu erfassen.
| Methode | Zerstörungsgrad | Messtiefe | Materialkompatibilität | Kosten | Komplexität |
|---|---|---|---|---|---|
| Bohrlochmethode | Semi-destruktiv | Oberflächennah bis tief | Die meisten Werkstoffe | Moderat | Mittel |
| Röntgenbeugung (XRD) | Zerstörungsfrei | Oberfläche (~10–30 µm) | Nur kristalline Werkstoffe | Moderat | Mittel |
| Schlitzmethode | Destruktiv | Tiefenprofile über gesamte Dicke | Die meisten Werkstoffe | Moderat | Mittel |
Die Röntgenbeugung beschränkt sich auf Oberflächenspannungen (ca. 10–30 µm), während die Bohrlochmethode und die Schlitzmethode auch tiefere Profilinformationen liefern können. Diese Unterschiede in der Messtiefe spielen eine entscheidende Rolle bei der Auswahl des geeigneten Verfahrens für spezifische Prüfaufgaben. Die Tabelle bietet eine nützliche Grundlage, um die richtige Methode für den jeweiligen Anwendungsfall zu bestimmen.
Die richtige Methode wählen
Anhand der Vergleichstabelle lassen sich die spezifischen Einsatzmöglichkeiten der Methoden klarer abgrenzen. Die dargestellten Parameter helfen, die Vor- und Nachteile der Verfahren in der Praxis zu bewerten.
- Röntgenbeugung (XRD): Dieses Verfahren ist ideal, wenn das Bauteil intakt bleiben soll. Es liefert präzise Werte für Oberflächenspannungen in MPa. Besonders für Oberflächenanalysen eignet sich XRD, da kritische Spannungen oft in den obersten Schichten auftreten.
- Bohrlochmethode: Wenn Spannungsverteilungen knapp unter der Oberfläche untersucht werden sollen, bietet sich diese semi-destruktive Methode an. Sie ist das am häufigsten genutzte mechanische Verfahren zur Restspannungsmessung. Mit modernen ESPI-Systemen wird die Auflösung im Vergleich zu traditionellen Dehnungsmessstreifen deutlich verbessert.
- Schlitzmethode: Für vollständige Tiefenprofile ist diese Methode die erste Wahl, auch wenn sie destruktiv ist. Sie wird häufig in Forschungsprojekten eingesetzt, um grundlegende Spannungsverteilungen zu analysieren. Wichtig zu beachten: Bei der XRD-Methode sollte die Oberflächenrauheit unter 0,8 µm Ra liegen, um verlässliche Ergebnisse zu erzielen.
Die Wahl des passenden Verfahrens richtet sich nach den spezifischen Anforderungen des jeweiligen Anwendungsfalls. Besonders in Bereichen wie der Fahrzeugschadenbewertung, wo verdeckte Spannungen die strukturelle Sicherheit gefährden können, trägt die richtige Methode wesentlich zur Materialintegrität bei.
Durchführung und Qualitätskontrolle
Vorbereitung und Kalibrierung
Für präzise Messergebnisse ist eine gründliche Vorbereitung entscheidend – unabhängig von der eingesetzten Messmethode. Die Oberflächenvorbereitung spielt dabei eine zentrale Rolle. Bei der Röntgenbeugung muss die Oberfläche plan, sauber und mindestens 10 mm × 10 mm groß sein. Zudem sollte die Oberflächenrauheit unter 0,8 µm Ra liegen. Mechanisches Schleifen oder Polieren kann unerwünschte Spannungen hervorrufen. Für Tiefenprofilmessungen ist es daher besser, Material ausschließlich durch elektrochemisches Ätzen abzutragen.
Auch die Umgebungsbedingungen beeinflussen die Ergebnisse. Standardtests sollten bei Raumtemperaturen von 20–25 °C und einer relativen Luftfeuchtigkeit unter 70 % durchgeführt werden, um empfindliche Geräte zu schützen. Bei der Bohrlochmethode ist darauf zu achten, dass die Probendicke mindestens das 1,5-fache des Bohrlochdurchmessers beträgt, um dickebedingte Fehler zu vermeiden. Um anisotrope Spannungen zu erfassen, sind Messungen an mehreren Stellen notwendig.
Häufige Fehler vermeiden
Eine unzureichende Oberflächenvorbereitung ist eine häufige Fehlerquelle. Chemisches Ätzen sollte mechanischer Reinigung vorgezogen werden, um das Einbringen neuer Restspannungen zu vermeiden. Bei thermischen Prozessen ist darauf zu achten, dass die Abkühlrate 100 °C pro Stunde nicht überschreitet, da sonst zusätzliche thermische Spannungen entstehen können. Zudem ist es wichtig, nicht nur an einem einzigen Punkt zu messen. Aufgrund der Materialanisotropie sind mehrere Messungen an unterschiedlichen Positionen erforderlich.
Die Einhaltung relevanter Normen wie ASTM E837 für die Bohrlochmethode und SAE J784 für die Röntgenbeugung gewährleistet konsistente Ergebnisse. Bei Schweißverbindungen können Restspannungen zwischen 300 und 500 MPa auftreten, was oft nahe an der Streckgrenze des Grundmaterials liegt. Eine fachgerecht durchgeführte Wärmebehandlung nach dem Schweißen kann diese Spannungen auf 10–30 % des ursprünglichen Werts reduzieren.
Nach der Fehlervermeidung ist die präzise Dokumentation der Messergebnisse der nächste Schritt.
Aufzeichnung und Dokumentation
Für eine lückenlose Qualitätskontrolle sollten die Hauptspannungen, ihre Richtungen sowie die von-Mises-Vergleichsspannung dokumentiert werden. Diese Daten sind essenziell, um die Materialintegrität mit der Streckgrenze zu vergleichen. Bei Tiefenprofilmessungen ist es wichtig, die genaue Tiefe des abgetragenen Materials festzuhalten.
Falls Wärmebehandlungen Teil des Prozesses sind, sollten spezifische Parameter wie Aufheiz- und Abkühlraten sowie Haltezeiten (z. B. 1 Stunde pro 25 mm Dicke bei Kohlenstoffstahl) genau protokolliert werden. Zusätzlich sollten Standardabweichungen und Konfidenzintervalle für alle Messreihen berechnet werden, um die Zuverlässigkeit der Ergebnisse zu belegen. Diese systematische Dokumentation bildet die Grundlage für reproduzierbare Resultate und eine fundierte Bewertung der Materialeigenschaften.
Fazit
Die Messung von Restspannungen spielt eine zentrale Rolle in der Qualitätssicherung. Dabei hängt die Wahl der richtigen Methode von verschiedenen Faktoren ab: dem Materialtyp, der erforderlichen Messtiefe und der Frage, ob das Bauteil beschädigt werden darf.
Für oberflächennahe Messungen bietet die Röntgenbeugung (XRD) nach DIN EN 15305 eine bewährte Option. Sie liefert absolute Messwerte für kristalline Werkstoffe, ohne dass eine Referenzprobe benötigt wird. Bei dickwandigen Bauteilen oder wenn ein vollständiger 3D-Spannungstensor benötigt wird, stellen die Neutronenbeugung oder die Bohrlochmethode nach ASTM E837 die besseren Alternativen dar.
Die Materialstruktur ist ein weiterer entscheidender Aspekt: Ferritische Stähle mit krz-Gitter entspannen sich bei Wärmebehandlungen schneller als austenitische Stähle mit kfz-Gitter. Bei Kohlenstoffstahl kann eine fachgerechte Wärmebehandlung die Restspannungen um 70–85 % reduzieren, während bei rostfreiem Stahl nur 50–70 % erreicht werden. Diese Unterschiede sollten bei der Prozessplanung berücksichtigt werden.
In der Konstruktion ist die Einhaltung von Sicherheitsfaktoren zwischen 1,5 und 2,5 üblich. Eine systematische Messung, präzise Dokumentation und die Wahl der passenden Methode gewährleisten die Integrität des Bauteils und ermöglichen eine zuverlässige Lebensdauerprognose.
FAQs
Welche Methode passt zu meinem Bauteil?
Die Entscheidung für die richtige Methode zur Messung von Restspannungen hängt stark von Ihren Anforderungen ab. Es gibt zwei Hauptkategorien: zerstörungsfreie Verfahren und zerstörende Methoden.
- Zerstörungsfreie Verfahren: Dazu gehören Techniken wie die Röntgendiffraktion oder andere Beugungsverfahren. Diese Methoden greifen das Material nicht an und sind ideal, wenn die Unversehrtheit des Werkstücks erhalten bleiben muss.
- Zerstörende Methoden: Hierzu zählen beispielsweise Spannungsprofilmessungen, bei denen Materialproben entnommen oder das Bauteil verändert wird. Diese Verfahren liefern oft detaillierte Ergebnisse, gehen jedoch mit einer Beeinträchtigung des Materials einher.
Welcher Ansatz gewählt wird, hängt von mehreren Faktoren ab: dem Material, dem Anwendungsbereich und der gewünschten Messgenauigkeit. Beide Ansätze haben ihre Stärken und Schwächen, weshalb eine sorgfältige Abwägung notwendig ist.
Wie genau sind Restspannungsmessungen?
Restspannungsmessungen sind in der Regel äußerst genau, wobei die Präzision stark vom eingesetzten Verfahren und dem Messgerät abhängt. Geräte wie Spannungsmesser oder Multimeter liefern Ergebnisse mit typischen Abweichungen von etwa 0,3 % bis ±(2 % + 2 Zählwerte).
Wann sind Restspannungen sicherheitskritisch?
Restspannungen können ein ernstes Sicherheitsrisiko darstellen, vor allem dann, wenn sie die Tragfähigkeit eines Bauteils herabsetzen oder zu unerwartetem Materialversagen führen. Besonders kritisch wird es bei hohen oder ungleichmäßig verteilten Spannungen, da diese die strukturelle Integrität des Bauteils erheblich beeinträchtigen können.
Verwandte Blogbeiträge
- Wie Lackdickenmessgeräte funktionieren
- Wie Kalibrierung die Genauigkeit von Vibrationssensoren verbessert
- Wie funktioniert die Lackdickenmessung?
- Warum Spalt- und Bündigkeitsmessung wichtig ist